
News
Rich project cases across industries, showing real implementation and proven technical strength.In the evolving landscape of bulk material handling, the conveyance of river sand stands as a particularly demanding challenge due to its inherent abrasiveness, moisture variability, and particle size distribution. River sand, a naturally occurring granular material composed of finely divided rock and mineral particles, is widely used in construction, land reclamation, and industrial applications. Traditional mechanical conveying methods such as belt conveyors, screw conveyors, and bucket elevators, while effective in controlled environments, often struggle with dust generation, spillage, maintenance frequency, and limited routing flexibility. This is where pneumatic conveying methods have emerged as a transformative solution, offering enclosed, dust-free, and highly flexible transport systems that can navigate complex plant layouts while preserving material quality. As the global construction materials market continues to expand—projected to reach over USD 1.2 trillion by 2026 according to industry analyses—the demand for efficient, low-wear, and environmentally compliant sand handling systems is intensifying. Pneumatic conveying, when properly engineered for river sand, can significantly reduce operational downtime, energy consumption, and maintenance costs. This article provides a deep technical exploration of the two primary pneumatic conveying methods—dilute phase and dense phase—specifically tailored for river sand applications. It also examines system design parameters, equipment selection criteria, wear mitigation strategies, and emerging trends such as automated control and low-velocity conveying, all within the context of real-world implementation. By understanding the principles, advantages, and limitations of each method, plant engineers and procurement managers can make informed decisions that align with both production goals and sustainability targets.
Before selecting a pneumatic conveying method, a thorough characterization of the river sand being handled is essential. River sand typically has a bulk density ranging from 1,400 to 1,800 kg/m³, with particle sizes varying from 0.1 mm to 4.75 mm. The moisture content, often between 2% and 10% depending on the source and washing process, has a profound impact on flowability and system pressure requirements. High moisture can cause cohesive forces that lead to blockages, especially in dense phase systems. Additionally, the angular shape of river sand particles—often sub-angular to rounded—contributes to its abrasiveness, with a typical hardness of 7 on the Mohs scale for quartz-based sands. Abrasive wear on pipeline elbows, diverter valves, and feeding devices is one of the most significant operational challenges. The particle size distribution (PSD) must also be analyzed: a wide PSD with fines (below 75 microns) can create dust issues and affect the pressure drop calculations. For pneumatic conveying system design, key parameters include the particle terminal velocity, the saltation velocity, and the minimum conveying velocity. These values, determined through empirical correlations or pilot testing, dictate whether a dilute phase or dense phase approach is suitable. For example, river sand with high fines content may be better suited to dense phase conveying at low velocities to minimize dust generation and pipeline wear. Understanding these material properties is not merely academic—it directly informs the design of the blow tank, pipeline routing, air supply system, and filtration equipment. Neglecting these factors can lead to system underperformance, frequent blockages, and premature equipment failure.
Dilute phase pneumatic conveying, also known as suspension flow, operates at high air velocities—typically between 20 m/s and 40 m/s for river sand—to keep particles suspended in the airstream. In this method, the material-to-air ratio is relatively low, generally below 15 kg of sand per kg of air. The system relies on a positive displacement blower or a regenerative blower to generate the required air volume and pressure (typically 0.5 to 1.5 bar gauge). The sand is introduced into the pipeline through a rotary airlock or a venturi feeder, and the high-velocity airstream carries it to the destination, which can be a collection cyclone or a silo. One of the primary advantages of dilute phase conveying is its simplicity and lower capital cost for short to medium distances (up to 200 meters). The system is also tolerant of variations in particle size and moisture content to some extent, because the high velocity ensures that even slightly sticky particles remain airborne. However, the high velocity comes with a significant trade-off: increased pipeline wear. For river sand, which is highly abrasive, the wear rate on straight pipe sections, especially at bends and elbows, can be substantial. Standard carbon steel elbows may require replacement after only 200 to 500 hours of operation, depending on the velocity and sand characteristics. To mitigate this, engineers often specify wear-resistant materials such as ceramic-lined elbows, basalt-lined pipes, or hardened steel with a hardness of 500-600 HB. Additionally, the high air velocity consumes more energy—typically 1.5 to 2.5 times the energy per ton of material compared to dense phase systems. For operations that handle large volumes of river sand on a continuous basis, the energy cost can become a significant portion of the total operating expense. Dilute phase systems are most suitable when the conveying distance is short, the required throughput is moderate (up to 50 tons per hour), and the sand has relatively low moisture content (below 5%). Under these conditions, the system can provide reliable performance with manageable maintenance. It is also worth noting that dilute phase systems generate more dust at the receiving end, requiring efficient dust collection equipment such as baghouse filters or cartridge collectors to meet environmental regulations, especially in jurisdictions with strict particulate emission limits.
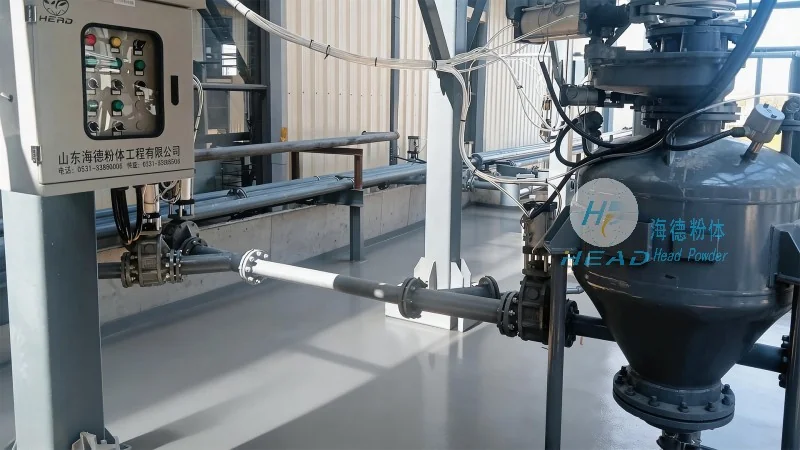
Dense phase pneumatic conveying, in contrast, operates at much lower air velocities—typically between 3 m/s and 12 m/s—and higher material-to-air ratios, often exceeding 30 kg of sand per kg of air. In this method, the material moves through the pipeline in slugs or plugs, rather than being fully suspended. The system uses a pressure vessel (blow tank) to batch-feed the sand into the pipeline, with compressed air at higher pressures (2 to 6 bar gauge) providing the motive force. There are two main variants: dense phase with a bypass line (for cohesive materials) and dense phase using a bypass pipe or air injection along the pipeline. For river sand, which has moderate permeability, the plug flow mode is generally effective. The primary benefit of dense phase conveying is dramatically reduced pipeline wear. Because the material moves at low velocity, the abrasive impact on the pipe walls and fittings is minimized, extending the service life of the conveying line by a factor of 5 to 10 compared to dilute phase. This reduction in wear translates directly into lower maintenance costs and less unplanned downtime. Energy consumption is also significantly lower—often 30% to 50% less than dilute phase for the same throughput—because the air volume required is much smaller, even though the pressure is higher. However, dense phase systems have higher capital costs due to the need for a pressure-rated blow tank, sophisticated controls, and often more robust air compressors. The system is also more sensitive to changes in material properties: an increase in moisture content beyond 8% can cause the sand to become too cohesive, leading to blockages. For river sand that is wetter, a pre-drying step or a modified dense phase design with air injection nozzles along the pipeline may be necessary. Throughput capacity for dense phase is typically lower per pipeline diameter compared to dilute phase—typically 10 to 40 tons per hour for a 100 mm diameter line—but multiple parallel lines can be used for higher capacities. The conveying distance can exceed 500 meters, making dense phase an excellent choice for long-distance transport from river dredging sites to processing plants. In practice, many headpowder clients in the sand and aggregates industry have adopted dense phase systems for their river sand handling lines after experiencing excessive wear with mechanical conveyors. A notable case involved a large aggregate producer in Southeast Asia that replaced a 300-meter belt conveyor with a dense phase pneumatic system, reducing maintenance costs by 60% and eliminating dust emissions entirely. The system utilized a 150 mm diameter pipeline with ceramic-lined elbows and a headpowder custom-engineered blow tank designed for high-throughput sand feeding. The result was a payback period of less than 18 months based on maintenance savings alone.

Whether choosing dilute or dense phase, several critical components and design parameters must be optimized for river sand conveying. The feeding device is the first point of consideration. For dilute phase, rotary airlocks with hardened rotor tips and abrasion-resistant housing are essential to prevent wear and air leakage. For dense phase, the blow tank design must account for the sand's bulk density and flow characteristics. Headpowder's blow tanks feature a vented cone or fluidizing bottom to promote consistent material flow into the pipeline, reducing the risk of bridging. The pipeline routing should minimize the number of bends, and where bends are unavoidable, they should be long-radius (at least 10 times the pipe diameter) and constructed from wear-resistant materials. For river sand, a baseline recommendation is to use 30-degree or 45-degree bends instead of 90-degree sharp turns, and to install replaceable wear-back plates at the impact points. The air handling system—comprising compressors, dryers, filters, and receivers—must deliver clean, dry compressed air to prevent moisture from agglomerating the sand and to protect downstream equipment. For dense phase, a screw compressor or a reciprocating compressor with adequate receiver capacity is typical. For dilute phase, a rotary blower is more common. Pressure drop calculations must account for the particle acceleration zone, straight pipe friction, and bend losses. For river sand with a mean particle size of 0.5 mm and a density of 1,600 kg/m³, the pressure drop per 100 meters of horizontal pipe at dilute phase can range from 100 to 300 mbar, depending on velocity and loading ratio. Control systems have also evolved significantly. Modern systems incorporate programmable logic controllers (PLCs) with touchscreen interfaces to adjust air flow and material feed rates in real time, responding to changes in sand moisture or throughput demand. Remote monitoring capabilities allow operators to track system performance, predict wear, and schedule maintenance proactively. In 2026, the trend toward Industry 4.0 integration means that many pneumatic conveying systems are now equipped with IoT sensors that measure pipeline vibration, pressure fluctuations, and wear rates, feeding into predictive maintenance algorithms. These advancements reduce unplanned downtime and extend equipment life, providing measurable return on investment for sand handling operations.

Abrasive wear is the single largest operational challenge in pneumatic conveying of river sand. The wear mechanism is primarily erosive, caused by high-velocity particles impacting the internal surfaces of the pipeline and fittings. In dilute phase systems, the wear rate on carbon steel elbows can reach 5-10 mm per 1,000 hours of operation. To address this, engineers have developed multiple strategies. The first is the use of wear-resistant materials: ceramic linings (alumina or silicon carbide), basalt linings (cast basalt), and tungsten carbide coatings are common. Ceramic-lined elbows, for example, can extend service life by a factor of 10-20 compared to standard steel. The second strategy is geometric optimization: using long-radius bends (R/D ratio of 12:1 or higher) and avoiding abrupt changes in direction. For straight pipe sections, the wear is generally lower, but it can still be significant at particle acceleration zones near the feeding point. A third strategy involves reducing conveying velocity wherever possible, which is the fundamental advantage of dense phase systems. In some applications, a hybrid approach is used: starting with a short dilute phase section to accelerate the sand, then transitioning to dense phase for the main conveying length. This allows the system to achieve the benefits of low-velocity conveying while still using simpler feeding devices. Material selection for blow tanks and diverter valves is equally critical. Headpowder's standard practice is to specify hardened steel (500 HB) for blow tank shells and replaceable wear liners for diverter valves. For pipeline elbows, cast basalt or 90% alumina ceramic is recommended. In a recent project handling 150 tons per hour of river sand at a Brazilian mining operation, the use of headpowder-engineered ceramic elbows extended the elbow replacement interval from 3 months to over 2 years, representing a significant total cost of ownership improvement. It is also important to consider the entire system lifecycle: while initial capital costs for wear-resistant components are higher, the long-term savings in maintenance labor, replacement parts, and lost production often justify the investment.
As the global construction sand market faces increasing scrutiny regarding sustainability and environmental impact, pneumatic conveying methods are becoming more prevalent. By 2026, the trend toward closed-loop, dust-free handling systems is expected to accelerate, driven by stricter air quality regulations in countries such as India, China, and the United States. Additionally, the rising cost of raw materials and labor pressures are pushing sand processing plants toward automation. Pneumatic conveying systems inherently lend themselves to automated control and integration with plant-wide supervisory systems. Another notable trend is the development of low-velocity conveying technology specifically for abrasive materials. Research from leading European institutes indicates that conveying velocities below 5 m/s are achievable for river sand using proprietary bypass pipe designs, offering ultra-low wear and energy consumption. Headpowder has been at the forefront of implementing these technologies, with several installations in Europe and the Middle East demonstrating energy savings of up to 40% compared to conventional dilute phase. The use of computational fluid dynamics (CFD) modeling has also become more accessible, allowing engineers to simulate particle trajectories and wear patterns before building the physical system. This reduces design risk and optimizes pipeline layout for minimal pressure drop and wear. For companies looking to expand their river sand handling capacity, the decision between dilute and dense phase pneumatic conveying should be based on a comprehensive analysis of material properties, distance, throughput, and lifecycle cost. Consulting with an experienced pneumatic conveying specialist like headpowder can provide valuable insights, as their engineers can conduct on-site material testing and provide pilot-scale validations. The company's track record includes successful installations for river sand conveying across multiple continents, with system availability exceeding 95% and mean time between failures (MTBF) of over 6,000 hours for well-maintained systems. For a detailed engineering assessment or to discuss your specific river sand conveying requirements, please contact the headpowder team (咨询热线:156-6277-7102). With the right pneumatic conveying method and system design, you can achieve reliable, efficient, and low-maintenance sand transport that meets both production targets and environmental standards.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部