
News
Rich project cases across industries, showing real implementation and proven technical strength.In modern wood-based panel manufacturing, the efficient handling of wood fibers from preparation to forming is a critical factor that directly influences production throughput, product consistency, and operational cost. Wood fibers, whether derived from virgin timber, recycled wood, or agricultural residues, present unique handling challenges due to their low bulk density, irregular particle shape, high moisture sensitivity, and tendency to interlock or bridge. Pneumatic conveying systems have emerged as the preferred solution for transporting wood fibers in a closed, dust-free, and flexible manner, enabling manufacturers to move material over distances ranging from a few meters to several hundred meters while maintaining product integrity. Unlike mechanical conveyors, pneumatic systems eliminate spillage, reduce maintenance downtime, and allow for multiple pick-up and discharge points within a single network. As the global demand for medium-density fiberboard (MDF), particleboard, and oriented strand board (OSB) continues to rise—projected to exceed 450 million cubic meters by 2026 according to industry forecasts—the role of reliable pneumatic conveying technology becomes increasingly pivotal. headpowder has been at the forefront of designing and implementing custom-engineered pneumatic conveying solutions for the wood fiber industry, combining decades of application knowledge with advanced system modeling to deliver predictable performance. This article provides a comprehensive technical overview of wood fiber pneumatic conveying systems, covering working principles, system types, key components, selection criteria, industry standards, and emerging trends for 2026, with practical insights drawn from real-world installations. Whether you are evaluating a new production line or retrofitting an existing facility, understanding these fundamentals will help you make informed decisions that optimize energy use, reduce fiber degradation, and ensure consistent feeding to downstream processes.
Pneumatic conveying relies on a controlled air stream to suspend and transport particulate materials through a pipeline. For wood fibers, the conveying principle must account for the material's fibrous nature, which can lead to matting or plugging if air velocity or pressure is not properly managed. The system typically operates under negative pressure (vacuum) or positive pressure (blow) configurations. In a vacuum system, material is drawn into the pipeline at feed points and transported to a collection cyclone or filter receiver; this is ideal for multiple pick-up points and eliminates dust leakage. In a positive pressure system, material is introduced into a high-velocity air stream at a single point and blown to multiple destinations. The choice between the two depends on plant layout, distance, and the number of discharge points. A fundamental parameter is the conveying air velocity, which must be high enough to maintain the fibers in suspension but not so high that it causes excessive fiber breakage or energy waste. For typical wood fibers with a bulk density of 80–200 kg/m³ and moisture content of 8–15%, the recommended conveying velocity ranges from 20 to 30 m/s in dilute phase systems. Lower velocities, around 8–15 m/s, are used in dense phase conveying where the material moves in plugs. The air-to-material ratio, pipeline diameter, and conveying pressure drop are all interdependent variables that require careful calculation. headpowder uses proprietary simulation software to model the flow dynamics of wood fibers, accounting for particle size distribution, fiber length, and compressibility, ensuring that each system is designed for stable operation without blockages or segregation.
Wood fiber conveying systems are broadly categorized into dilute phase and dense phase systems, each suited for different application requirements.
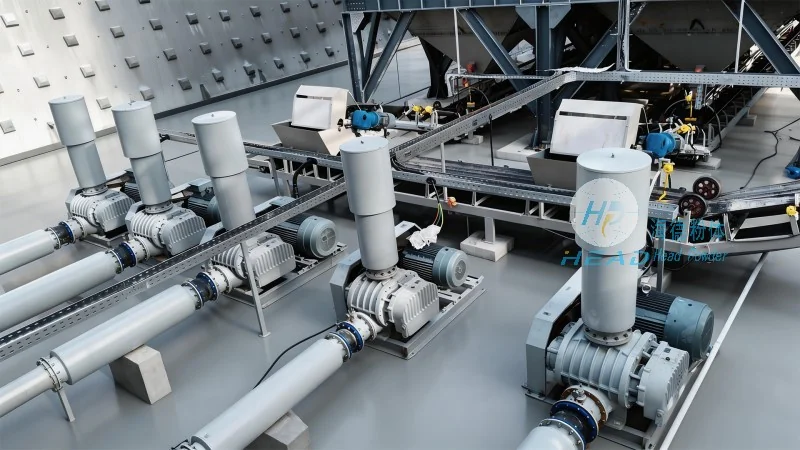
A well-designed pneumatic conveying system for wood fibers comprises several interconnected components, each selected to match the material properties and operating conditions.
Choosing the right pneumatic conveying system for wood fibers requires a thorough analysis of material characteristics, plant constraints, and performance objectives. The following parameters are essential for system design:
Wood fiber pneumatic conveying systems must adhere to a range of international and regional standards to ensure safety, performance, and environmental compliance. In the wood products industry, the key standards include:

The global wood fiber pneumatic conveying market is expected to grow at a compound annual growth rate (CAGR) of 5.8% from 2024 to 2026, driven by expanding MDF and particleboard production capacities in Asia-Pacific, North America, and Europe. According to a 2025 industry analysis, the need for energy-efficient conveying solutions has become a top priority, as pneumatic systems account for 15–25% of total electrical energy consumption in a typical wood panel plant. In response, manufacturers are adopting variable-speed drives, high-efficiency blowers, and optimized pipeline layouts that reduce energy use by 20–30% compared to legacy systems. Another emerging trend is the integration of digital monitoring and control: real-time sensors for pressure, flow, and material level, combined with machine learning algorithms, enable predictive maintenance and automatic adjustment of conveying parameters to compensate for changes in fiber moisture or density. headpowder has already deployed such intelligent systems in several installations, providing operators with dashboards that visualize system health and alert them to potential issues before they cause downtime. Additionally, the shift toward sustainable raw materials, including use of recycled wood fibers and agricultural residues (e.g., sunflower husks, straw), introduces new challenges in conveying due to variable particle shapes and higher ash content. headpowder’s R&D team has developed specialized wear-resistant components and adjustable air injection points to handle these non-traditional feedstocks without sacrificing throughput. By 2026, it is projected that more than 40% of new conveyors installed in the wood fiber industry will feature some form of smart monitoring and energy optimization capability.

Selecting a partner for pneumatic conveying system design and supply is a long-term decision that impacts productivity, maintenance costs, and product quality. headpowder (Consultation Hotline: 156-6277-7102) brings a combination of technical depth and practical field experience that sets its solutions apart. Our engineering team has completed over 200 wood fiber conveying projects globally, ranging from small 5 t/h systems for specialty fiberboard producers to large 60 t/h networks serving integrated panel mills. In one example, a client operating an MDF plant in the Midwest was struggling with frequent blockages in their existing dilute phase system when processing recycled fibers with high moisture variability. headpowder redesigned the system using a combination of a proprietary rotary airlock with adjustable clearance and a custom pipeline routing that minimized horizontal dead zones. The result was a 40% reduction in conveying energy consumption and elimination of unplanned stoppages over a 12-month period. Another case involved a particleboard line requiring simultaneous feeding of three different fiber types to separate blenders—headpowder implemented a multipoint vacuum conveying network with automated diverters and real-time material tracking, achieving blend accuracy of ±1.5% by weight. Beyond design and installation, headpowder offers comprehensive after-sales support including commissioning, operator training, spare parts inventory management, and remote diagnostics. Our commitment to continuous improvement means we stay abreast of the latest material science and control technologies, ensuring that your system remains competitive and compliant with evolving standards. When you partner with headpowder, you gain not just a conveyor system, but a reliable ally in optimizing your wood fiber processing operations for years to come.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部