
News
Rich project cases across industries, showing real implementation and proven technical strength.Iron oxide, whether in the form of hematite, magnetite, or synthetic pigments, is a high-density, abrasive, and often cohesive bulk solid widely used in steelmaking, pigment production, electronics, and magnetic material manufacturing. The physical characteristics of iron oxide powders — typically particle sizes ranging from 0.1 to 100 microns, bulk densities between 1.5 and 5.0 g/cm³, and high abrasiveness — pose significant challenges for conventional mechanical conveying methods. Belt conveyors, screw feeders, and bucket elevators suffer from rapid wear, dust leakage, material degradation, and frequent maintenance shutdowns. In an industrial environment where occupational exposure limits for respirable iron oxide dust are strictly regulated (e.g., OSHA PEL of 5 mg/m³ for iron oxide fume), ensuring a completely enclosed, low-emission, and reliable conveying solution is not merely a matter of efficiency but of compliance and worker safety.
Pneumatic conveying systems have emerged as the preferred technical approach for transporting iron oxide powders in modern processing plants. By utilizing a controlled gas stream — typically air or nitrogen — these systems move material through sealed pipelines, eliminating fugitive dust, minimizing product loss, and enabling flexible routing over long distances and around existing equipment. However, the selection and design of a pneumatic system for iron oxide must account for its erosive nature, tendency to pack under pressure, and potential for static charge accumulation. A poorly designed system can lead to pipeline wear-through in weeks, line blockages due to material de-aeration, or explosive dust cloud formation. This article provides a comprehensive technical analysis of pneumatic conveying solutions specifically engineered for iron oxide, covering system types, key design parameters, component selection, safety considerations, and recent market trends through 2026. Whether you are upgrading an existing facility or commissioning a greenfield project, understanding these principles will help you achieve consistent throughput, low operating costs, and regulatory compliance.
Two primary pneumatic conveying modes are applicable to iron oxide powders: dilute phase and dense phase. Each offers distinct advantages depending on the material properties, required throughput, distance, and budget constraints.
Dilute phase conveying operates at high air velocities (typically 20–35 m/s) with a low solids-to-gas ratio. The material is suspended in the air stream and transported through the pipeline. This method is suitable for relatively free-flowing iron oxide grades with particle sizes below 50 microns and low moisture content. It is the most straightforward and cost-effective option for short distances (under 100 meters) and moderate capacities (up to 10 tons per hour). However, the high velocity accelerates pipeline wear — especially at elbows and bends — and can cause particle attrition. To mitigate wear, system designers often specify ceramic-lined or hardened steel pipes and use long-radius sweep bends instead of standard 90-degree elbows. For example, in a pigment blending facility processing 8 tons per hour of synthetic red iron oxide, a dilute phase system with 4-inch schedule 40 carbon steel pipes and 1.5-meter radius bends operated reliably for over five years before requiring bend replacement.
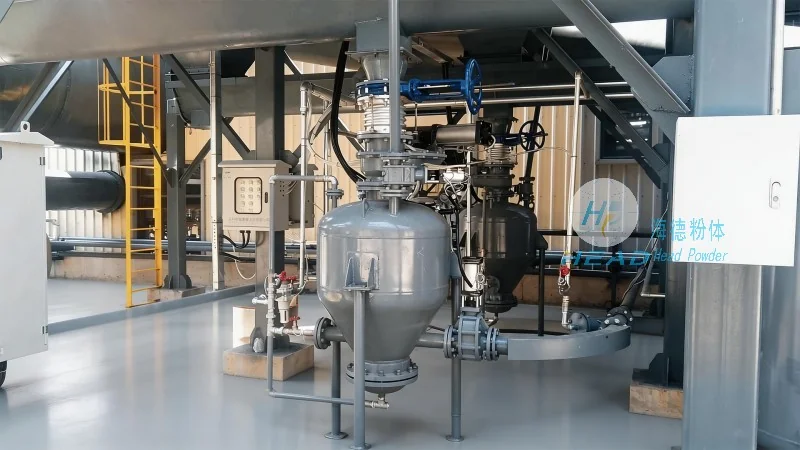
Dense phase conveying operates at lower air velocities (2–8 m/s) with a high solids-to-gas ratio. The material moves as a plug or slug through the pipeline, driven by a differential pressure generated by a pressure vessel or a rotary valve. This mode dramatically reduces pipe erosion and particle degradation, making it ideal for abrasive and fragile iron oxide powders. Dense phase systems consume less compressed air per ton of material, lowering energy costs, but require higher capital investment due to the need for specialized feeding devices such as pressure tanks, blow tanks, or dense phase rotary valves. They are particularly advantageous for long-distance conveying (200 meters or more) and for materials with poor flowability or high bulk density. A steel mill conveying magnetite fines (density 4.8 g/cm³) over 350 meters at a rate of 15 tons per hour successfully implemented a dense phase system using a 6-inch pipeline with alumina ceramic lining, achieving a wear life exceeding 10,000 operating hours while maintaining a dust-free environment.
Designing a pneumatic conveying system for iron oxide requires careful analysis of material properties and operational conditions. The following parameters must be evaluated during the engineering phase:
The longevity and performance of a pneumatic conveying system for iron oxide hinge on the quality of its components. headpowder has developed a comprehensive suite of engineered components that address the specific demands of abrasive powder transport:
Feeders: Rotary valves with hardened rotor tips and replaceable wear sleeves provide consistent metering while minimizing air leakage. For dense phase systems, pressure tanks with fluidizing cones ensure uniform plug formation. In a recent installation for a ceramic pigment manufacturer, headpowder's heavy-duty rotary feeder reduced maintenance frequency from monthly to semi-annual, delivering a 30% reduction in total cost of ownership.
Pipelines and bends: Straight sections should be specified with minimum wall thickness of Sch 80 for carbon steel or Sch 40 for stainless steel. Long-radius bends (R/D ratio of 10:1 or greater) or ceramic-lined blind tees dramatically reduce wear. For highly abrasive applications, headpowder offers a modular pipe system with flanged connections that allows quick replacement of worn segments without welding.
Filtration and air handling: Pulse-jet baghouse filters with PTFE membrane cartridges capture submicron dust particles, ensuring outlet emissions below 1 mg/Nm³. The filter housing must be constructed with smooth interior surfaces to prevent dust accumulation. headpowder integrates differential pressure monitoring and automatic cleaning cycles, optimizing filter life and reducing compressed air consumption by up to 25%.
Controls and instrumentation: Modern PLC-based controls with touchscreen HMIs allow precise regulation of air velocity, feed rate, and system pressure. Sensors for pipeline material presence, filter differential pressure, and bearing temperature provide real-time diagnostics. headpowder's control system includes a predictive maintenance module that alerts operators before wear components reach end-of-life, preventing unplanned downtime.

The global market for pneumatic conveying systems in the minerals and metals sector is projected to grow at a compound annual growth rate of 5.2% from 2024 to 2026, driven by stricter environmental regulations and the expansion of electric vehicle battery production. Iron oxide is a key precursor for lithium iron phosphate (LFP) battery cathodes, and manufacturers are demanding high-purity, dust-free conveying solutions to maintain product quality. In 2025, a major European battery material plant commissioned a fully automated dense phase system from headpowder capable of handling 25 tons per hour of LFP-grade iron oxide across three separate production lines, achieving a transfer yield of 99.97% with zero fugitive emissions. This project demonstrates the growing importance of precision engineering in pneumatic conveying.
Another significant trend is the adoption of digital twin technology and IoT-enabled monitoring. By simulating the conveying process in a virtual environment, engineers can optimize pipeline routing, pressure drop calculations, and component selection before installation. headpowder has integrated digital twin capabilities into its design workflow, allowing customers to validate system performance under varying material conditions. This approach reduces commissioning time by an average of 40% and ensures first-pass system acceptance. Additionally, the push toward carbon neutrality has prompted the use of nitrogen as a conveying gas in inert atmospheres for oxidation-sensitive iron oxide grades, which requires careful pressure vessel design and gas recycling systems.
A steel mill generating 120,000 tons per year of iron oxide fines from slag grinding needed to replace a failed mechanical conveyor that had caused repeated shutdowns and costly environmental fines. The material — magnetite with a bulk density of 4.2 g/cm³ and a D50 of 45 microns — was highly abrasive and prone to bridging in the existing screw conveyor. After a detailed feasibility study, headpowder designed and installed a dense phase pneumatic conveying system with the following specifications:
Results after 18 months of operation: zero unscheduled downtime, pipe wear measured at less than 0.5 mm per year, dust emissions below detectable limits, and overall system energy consumption 22% lower than the previous mechanical system. The mill reported a return on investment within 14 months, primarily from reduced maintenance labor and elimination of compliance penalties. This case underscores how proper system engineering tailored to iron oxide's unique characteristics can deliver long-term operational excellence.

Selecting the right pneumatic conveying system for iron oxide is a technical decision that directly impacts production reliability, product quality, and regulatory compliance. Dilute phase systems offer a cost-effective solution for short distances and less abrasive grades, while dense phase systems provide superior wear resistance, gentler handling, and lower energy consumption for demanding applications. Regardless of the mode chosen, success depends on accurate material characterization, robust component selection, and expert system integration. Companies that invest in custom-engineered solutions — rather than off-the-shelf packages — consistently achieve higher performance and lower total cost of ownership.
headpowder brings over two decades of experience in designing, manufacturing, and commissioning pneumatic conveying systems for abrasive and high-density powders like iron oxide. Our engineering team specializes in wear mitigation technologies, explosion protection, and digital control integration. We work closely with each client to understand their specific material flow behavior, existing infrastructure, and production goals, delivering turnkey systems that are simple to operate and maintain. Whether you are handling 5 tons per day or 50 tons per hour, we can provide a solution that meets your throughput and safety requirements. For a detailed assessment of your iron oxide conveying project or to request a technical proposal, please reach out to our specialists. (咨询热线:156-6277-7102) headpowder is committed to advancing powder handling technology for a cleaner, more efficient industrial future.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部