Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.
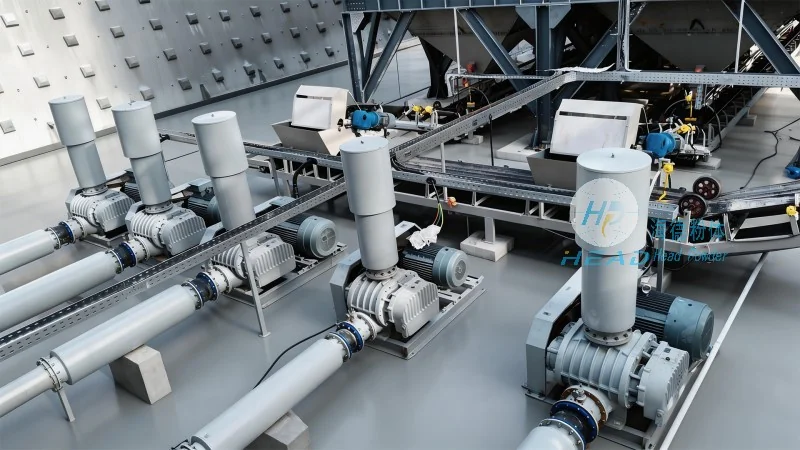
The Jiangxi Yichun Lithium Carbonate Negative Pressure Dust-Free Project represents a tailored industrial solution for a leading lithium carbonate processing facility. This initiative was designed to address strict environmental and operational requirements within a high-purity chemical production environment. The project integrates advanced containment and air handling systems to support safe, efficient, and sustainable manufacturing processes.

During the production of lithium carbonate, fine dust particles and airborne contaminants pose significant risks to product purity, equipment reliability, and worker safety. The client faced difficulties in maintaining a dust-free atmosphere while managing negative pressure differentials across multiple processing zones. Existing systems struggled to prevent cross-contamination, reduce energy consumption, and comply with increasingly stringent regulatory standards. Additionally, manual cleaning and maintenance procedures led to frequent downtime and elevated operational costs.

Headpowder provided a comprehensive negative pressure dust-free system engineered specifically for the lithium carbonate production line. The solution features a closed-loop air handling network that maintains consistent negative pressure gradients, effectively capturing and removing particulate matter at the source. High-efficiency filtration units with real-time monitoring ensure that airborne contaminants are isolated before they can affect product quality. The system’s modular design allows for seamless integration with existing equipment, while automated cleaning cycles reduce manual intervention and extend filter service life. By addressing the client’s core pain points, this solution has enhanced process stability, reduced waste, and improved overall workplace safety.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部