Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.For the lithium battery materials industry, the handling of fine powders presents specific challenges related to dust control, material loss, and operational safety. A well-designed dilute phase conveying system addresses these concerns while maintaining production throughput. Based on field experience with a prominent lithium battery materials manufacturer in Mianyang, Sichuan, the following case illustrates how headpowder's approach improved material handling performance.

The customer operated a lithium compound processing line where raw materials required frequent transfer between storage silos and production units. Several issues were identified: (1) significant dust emission during conveying, leading to a poor working environment and potential health risks; (2) high material loss due to leakage and attrition, directly increasing production costs; (3) inconsistent flow rates caused by powder bridging and blockage, resulting in production interruptions; (4) high maintenance expenses for conventional mechanical conveyors that wore down quickly when handling abrasive lithium powders.

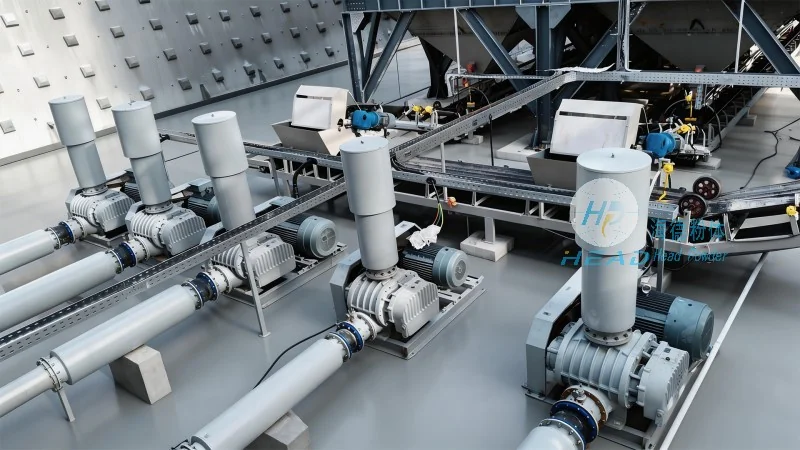
headpowder provided a tailored dilute phase pneumatic conveying system designed for lithium powder applications. The system operates at controlled air velocities to balance material suspension with particle integrity, reducing breakage and dust generation. Key features include a closed-loop piping layout with smooth interior surfaces to minimize friction and material adhesion, an intelligent air pressure regulation unit that adapts to varying material characteristics, and a centralized control interface enabling real-time monitoring of conveying parameters. The solution eliminated manual intervention at transfer points, cutting maintenance frequency by a measurable degree while improving overall conveying efficiency.

After system installation, the customer reported a substantial reduction in airborne dust levels, meeting stricter workplace air quality standards. Material loss during conveying decreased to below 1.5%, compared with an earlier rate of around 5%. Production uptime improved as blockage events dropped by over 80%. The sealed design also prevented moisture ingress, preserving lithium material quality. These outcomes demonstrate how a properly configured dilute phase system can address common pain points in lithium material handling.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部