Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the field of advanced material processing, precision and safety are essential for handling nano-scale powders. A manufacturing facility in Qujing, Yunnan, faced significant challenges during their production process. This case study explores how headpowder's negative pressure dilute case technology provided a reliable solution.
The client is a specialized manufacturer involved in the preparation and handling of nano powders for industrial applications. Their operations require consistent material quality and strict control over airborne particles to meet both product specifications and workplace safety standards.

During the powder dilution and transfer stages, the client encountered several operational difficulties:

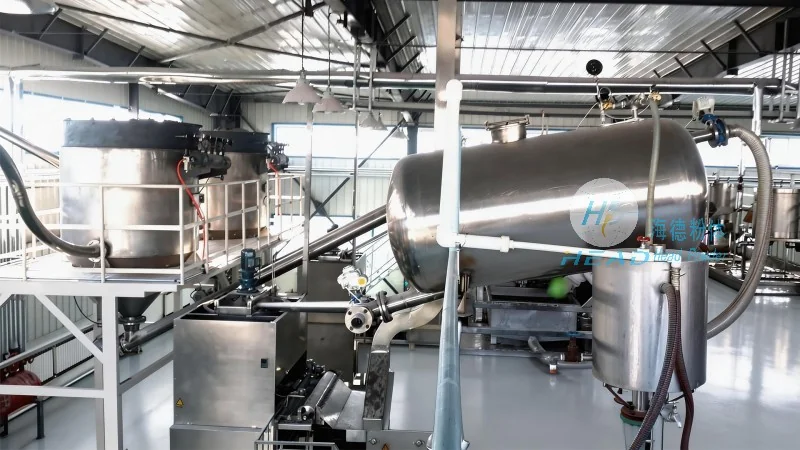
headpowder deployed a negative pressure dilute phase conveying system tailored for nano powder applications. The solution integrates a controlled vacuum environment to suppress dust emission, ensure homogeneous dilution, and protect product integrity. Key design elements include:

After installation, the client observed measurable improvements: dust levels in the workspace dropped, material loss reduced to under 1%, and the dilution consistency met the required tolerance. System uptime increased due to fewer blockages, and operator safety was enhanced through the enclosed design.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部