Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.A leading nano-filler manufacturer in Dongguan, Guangdong, faced critical challenges in material handling. The customer required a reliable system to transport fine, dust-prone powders from storage to production lines without contamination or environmental hazards. Headpowder provided a customized dust-free conveying solution tailored to the specific properties of nano-filler materials.

The customer experienced severe dust leakage during conventional screw and bucket conveying processes, leading to material loss, operator health risks, and frequent maintenance downtime. The nano-filler particles (sub-micron size) tended to agglomerate and clog equipment, reducing production efficiency. Additionally, strict regulatory requirements for workplace air quality and waste emissions demanded a fully enclosed, low-emission solution.

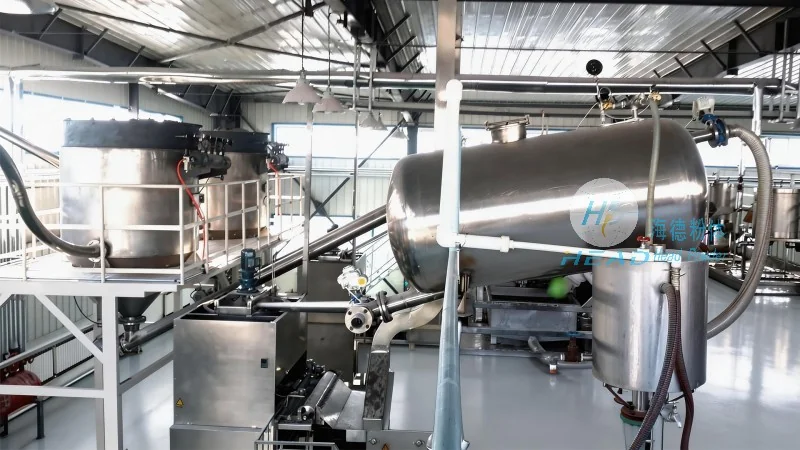
Headpowder implemented a closed-loop vacuum conveying system with the following key features:
- Fully sealed pipeline network using stainless steel with smooth interior surfaces to prevent particle adhesion.
- High-efficiency cyclone separators and cartridge filters to capture ultrafine dust, achieving a filtration efficiency above 99.9%.
- Automated PLC control with pressure sensors to maintain stable conveying velocity and prevent blockages.
- Modular design allowing easy integration with existing storage hoppers and downstream processing equipment.

The solution eliminated visible dust emissions, reduced material waste by 15%, and lowered maintenance intervals by 60%. Operators reported improved working conditions, and the customer achieved full compliance with local environmental standards.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部