Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.
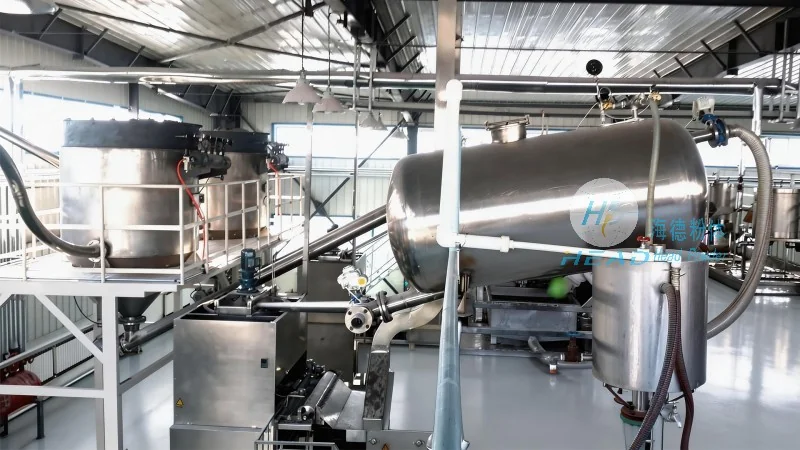
A rare earth powder processing facility located in Guiyang, Guizhou, faced significant operational challenges in its bulk material handling process. The facility required a reliable closed conveying system to move rare earth powders from the grinding stage to the downstream packaging area. Headpowder was engaged to design and deliver a tailored pneumatic conveying solution that meets strict environmental and safety standards.

The customer experienced several critical issues with their existing open conveying method. Fine rare earth powder generated substantial dust emissions during transfer, leading to material loss exceeding 3% per batch and creating hazardous working conditions for operators. The open system also allowed moisture and contaminants to enter the powder, degrading product quality. Additionally, manual handling steps introduced inefficiencies and inconsistent flow rates, limiting overall production throughput.
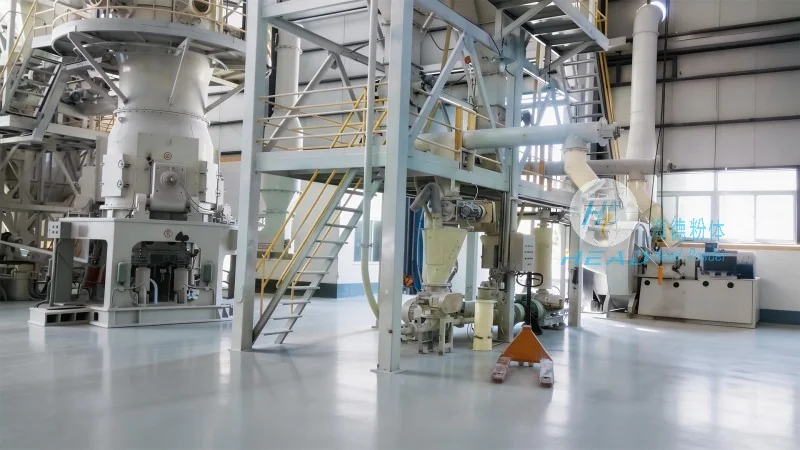
Headpowder implemented a fully enclosed dense-phase pneumatic conveying system specifically engineered for rare earth powders. The closed-loop design eliminates dust escape and prevents external contamination. A customized air control unit maintains stable pressure and velocity, ensuring gentle yet efficient material transport without particle degradation. The system integrates automated sensors and a PLC-based control panel, allowing precise monitoring of flow rate, pressure, and filter condition. A baghouse dust collector with high-efficiency filter media captures any residual fines, achieving near-zero emissions at the discharge point. This solution reduces material loss to below 0.5%, improves workplace air quality, and enables continuous 24/7 operation with minimal manual intervention.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部