Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.Headpowder has successfully implemented a dust-free conveying system for nano calcium carbonate in Suzhou, Jiangsu. This case study highlights how the company addressed critical operational challenges in the handling of fine powders, delivering a cleaner, safer, and more efficient production environment.
A manufacturer in Suzhou’s industrial zone faced severe dust emission issues during the transfer of nano calcium carbonate. The existing conveying equipment generated airborne particles, leading to material loss, frequent equipment clogging, and increased cleaning costs. The team at Headpowder was consulted to design a tailored solution.

The client’s primary concerns included: heavy dust pollution affecting worker health and facility cleanliness; high material waste due to spillage and adhesion inside pipes; downtime caused by blockages in conventional screw and belt conveyors; and difficulties in maintaining consistent product quality because of moisture absorption and agglomeration during open handling.

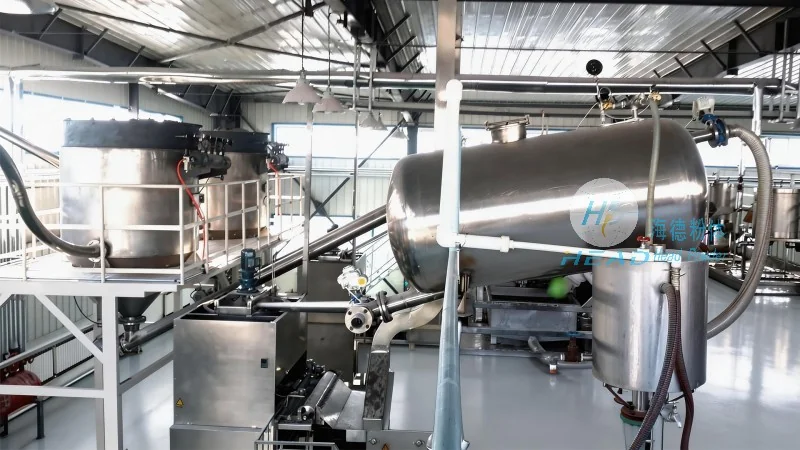
Headpowder deployed a fully enclosed negative-pressure pneumatic conveying system. The system uses airtight pipelines and a high-efficiency cyclone separator combined with a pulse-jet dust collector. Key advantages include: zero dust leakage at transfer points; reduced material loss to below 0.5%; self-cleaning filter cartridges that prevent clogging; and a controlled nitrogen purge to minimize moisture ingress. The entire setup operates with automated PLC control, allowing remote monitoring and adjustment of flow rates.

After installation, the client reported a 90% reduction in airborne dust levels, a 30% increase in overall conveying efficiency, and a 70% decrease in maintenance frequency. The enclosed system also helped the facility comply with local environmental regulations and improved workplace safety.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部