Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the processing of rare earth powders, maintaining chemical stability and preventing contamination during material transfer are critical challenges. A leading rare earth material manufacturer based in Hefei, Anhui, sought a reliable solution to address these issues in their production line.

The client faced significant difficulties with their existing powder conveying system. Rare earth powders are highly susceptible to oxidation and moisture absorption when exposed to ambient air, leading to degraded product quality. Additionally, fine powder particles generated dust during transfer, causing material loss, safety hazards, and frequent maintenance downtime. The open conveying method also introduced impurities, compromising the purity of the final product.

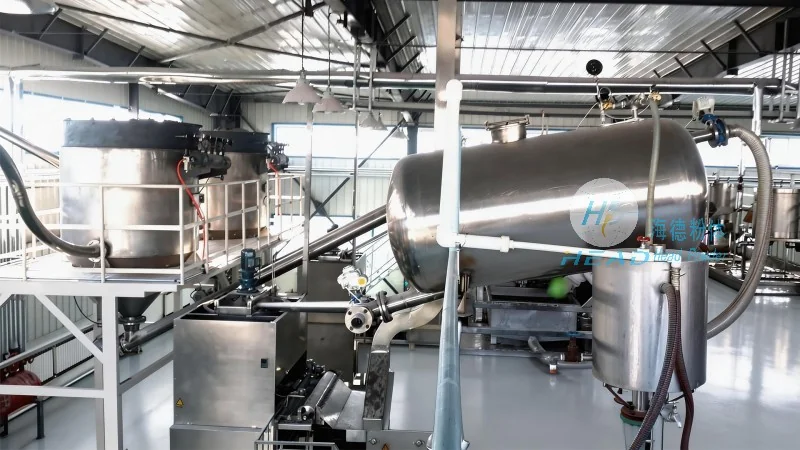
Headpowder designed and implemented an inert gas conveying system specifically tailored for rare earth powder applications. The system uses a sealed pipeline network filled with nitrogen or argon as the protective gas medium. By replacing air with an inert atmosphere, the system effectively prevents oxidation, moisture ingress, and dust dispersion. The entire process is automated, ensuring consistent material flow with minimal operator intervention.

The inert gas conveying system delivers measurable improvements in both product quality and operational efficiency. The closed-loop design eliminates exposure to reactive gases, preserving the chemical properties of rare earth powders. Dust generation is reduced by over 90%, improving workplace safety and reducing material waste. The system also lowers energy consumption compared to traditional pneumatic conveying methods, as the inert gas is recirculated and reused. Routine maintenance is simplified due to the modular pipeline structure, allowing quick access for cleaning or inspection.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部