Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the rapidly evolving lithium battery industry, safe material handling is a critical concern. A leading battery material manufacturer in Zhaoqing, Guangdong, faced significant challenges in transporting lithium powder—a substance known for its high reactivity and explosion risk. This case study explores how a tailored explosion-proof conveying system addressed these concerns.

The client's production line required frequent transfer of fine lithium powder between processing stages. However, lithium powder is highly combustible when dispersed in air, and even a minor electrostatic spark could trigger a catastrophic explosion. Traditional open-type conveying equipment failed to meet safety standards, resulting in frequent shutdowns for cleaning, dust leaks that endangered worker health, and inconsistent material flow that reduced overall productivity. The facility urgently needed a reliable solution that could eliminate ignition sources, contain dust, and maintain smooth operation under strict safety regulations.

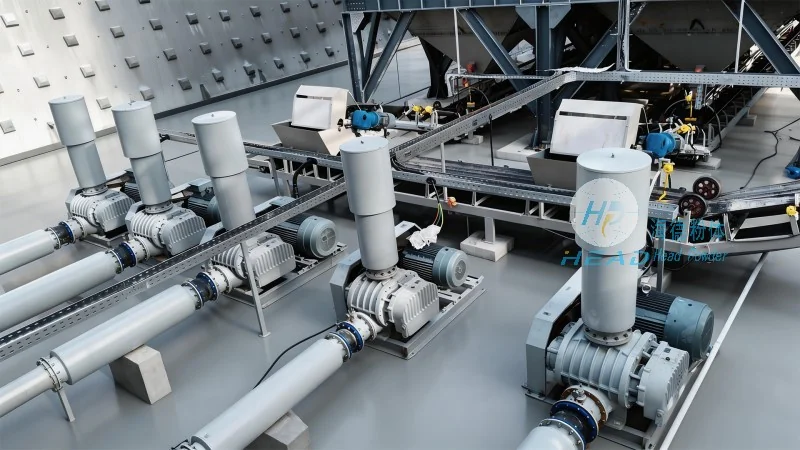
Headpowder delivered a comprehensive lithium powder explosion-proof conveying system designed to address every critical risk factor. The system incorporates closed-loop pneumatic transport with inert gas (nitrogen) blanketing to suppress oxygen concentration below the combustion threshold. All contact surfaces are made of anti-static materials, and integrated grounding and bonding mechanisms prevent charge accumulation. A series of high-precision pressure sensors and automatic relief valves ensure the conveying line remains within safe operating limits. The entire enclosure is sealed to eliminate dust leakage, and a centralized control unit monitors real-time parameters—such as pressure, temperature, and gas concentration—with immediate shutdown capability if any anomaly is detected. This solution not only reduced explosion hazards to negligible levels but also improved material throughput by more than 30% without compromising product quality.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部