Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the lithium battery material industry, the conveying of lithium powder from production lines to storage or processing points often presents significant challenges. A client based in Fujian Zhangzhou, specializing in lithium powder production, required a reliable solution for dust-free material transfer to meet both operational efficiency and environmental safety standards. Headpowder was engaged to design and implement a customized pneumatic conveying system tailored to the specific characteristics of lithium powder.

The client faced several critical issues during their conventional powder handling process. First, fine lithium powder particles generated substantial airborne dust, leading to material loss and potential health hazards for operators. Second, the existing open conveying method caused contamination from ambient moisture and foreign particles, which degraded product quality. Third, frequent manual intervention was required to clear blockages in transfer pipes, resulting in downtime and increased labor costs. Additionally, the risk of static electricity buildup during conveyance posed a fire and explosion hazard due to the combustible nature of lithium powder.

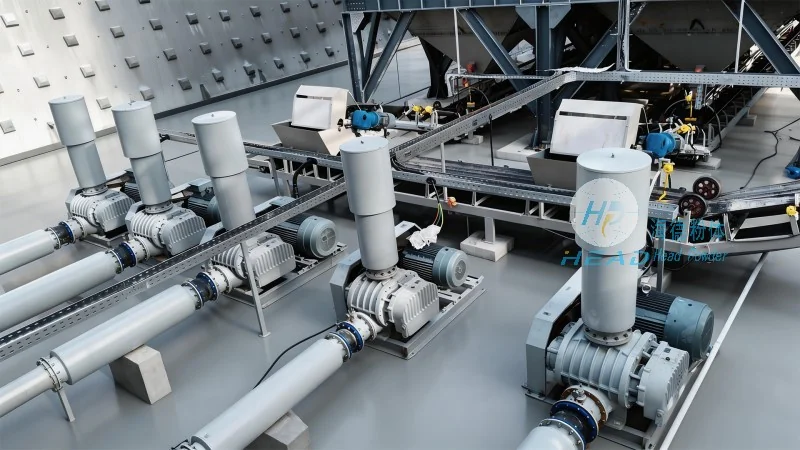
Headpowder developed a fully enclosed dust-free conveying system specifically engineered for lithium powder applications. The system employs negative-pressure pneumatic technology combined with customized sealing mechanisms to contain powder particles throughout the transfer route. A multi-stage filtration unit captures any residual dust, ensuring near-zero emission at exhaust points. To address static electricity concerns, the pipeline and components are constructed with anti-static materials and equipped with grounding systems. The system also integrates automated sensors to monitor flow rate, pressure, and humidity, enabling real-time adjustments and preventive maintenance alerts. This design eliminates the need for manual clearing of blockages, as the controlled airflow maintains consistent material flow.

After deployment, the client achieved a measurable reduction in dust leakage, with airborne particle counts dropping by over 90% compared to the previous method. Material loss during transfer was minimized, improving overall yield. The enclosed system also prevented contamination, preserving lithium powder purity. Operational safety was enhanced through the elimination of static discharge risks and reduced human exposure to fine dust. Furthermore, the automated control reduced labor requirements and unplanned downtime, contributing to higher production throughput.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部