Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the lithium battery industry, maintaining the quality of raw materials during transport is a critical challenge. A recent project in Chongqing addressed the specific issue of moisture absorption in lithium salt powders, which can lead to clumping, degradation, and production inefficiencies. The solution developed by Headpowder demonstrates how targeted engineering can solve such material handling problems.
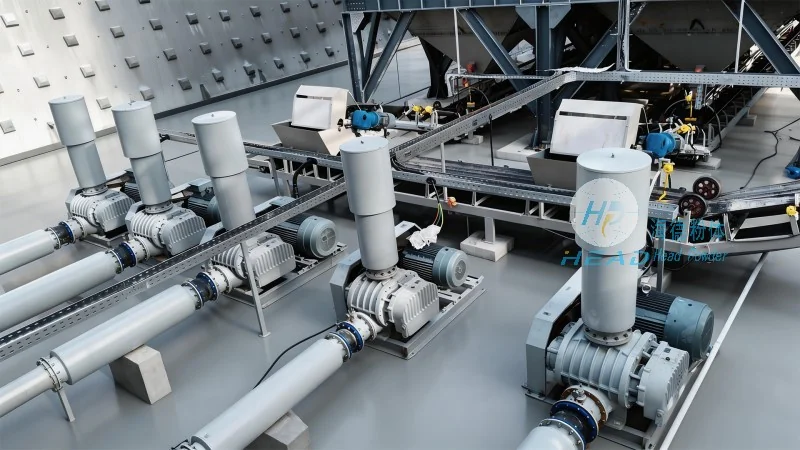
A major lithium salt powder processing facility in Chongqing required a reliable conveying system to move fine, hygroscopic powders from storage to mixing stations. The facility faced frequent blockages, inconsistent feed rates, and quality loss due to moisture uptake during conveyance. The existing open conveyor systems allowed ambient humidity to contact the powder, causing caking and requiring frequent maintenance shutdowns.

The primary pain points included:

To overcome these challenges, Headpowder designed a fully enclosed, moisture-proof pneumatic conveying system tailored for fine lithium salt powders. The solution integrates:
After installation, the customer reported zero clogging incidents during the first six months, a 35% reduction in powder waste, and improved batch-to-batch consistency. The sealed system also reduced cleaning downtime by 70%, directly supporting higher overall equipment effectiveness.

This project illustrates how a focused approach to moisture control in material handling can solve long-standing operational issues in sensitive powder processing applications.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部