
Solutions
Product center covers full-range conveying systems, batching systems, host equipment and accessories.

In the production of magnesium hydroxide flame retardant powder, manufacturers often face significant challenges during material handling and conveying. The fine, dusty nature of the powder leads to frequent pipeline blockages, equipment wear, and material degradation. Traditional conveying methods struggle with inconsistent flow rates, causing production downtime and increased maintenance costs. Furthermore, the combustible nature of the powder demands strict safety measures to prevent dust explosions, while environmental regulations require minimal dust emission and workplace contamination.
Magnesium hydroxide flame retardant powder is a fine, white, free-flowing powder with high specific surface area and low bulk density. It is hygroscopic, prone to agglomeration under humidity, and exhibits strong electrostatic charging during pneumatic transport. The particle size distribution typically ranges from 1 to 50 microns, with low angle of repose. These properties make it challenging to convey without causing segregation, caking, or pipe clogging. The material is also classified as combustible dust, requiring explosion-proof design and inert gas protection in pneumatic systems.
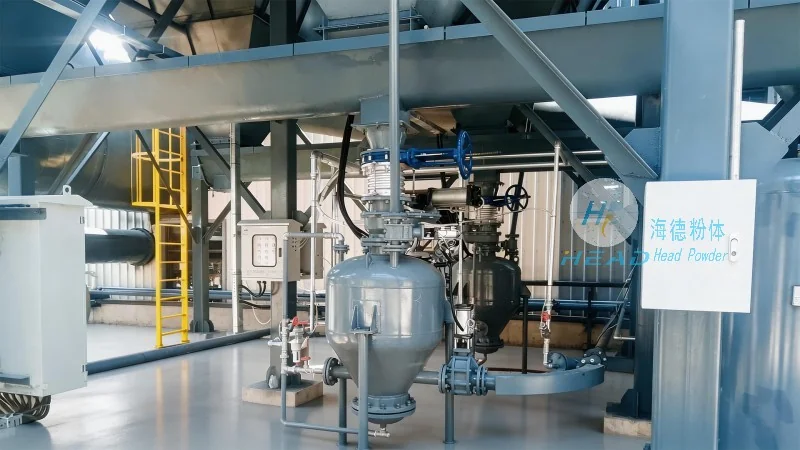
Headpowder offers a customized pneumatic conveying solution specifically engineered for magnesium hydroxide flame retardant powder. Our system integrates dense-phase or dilute-phase vacuum/pressure conveying technology, tailored to powder flow properties and plant layout requirements. The equipment includes a specialized feed hopper with anti-bridge agitator, abrasion-resistant pipeline bends, rotary airlock valves with explosion-proof design, and a reverse-pulse bag filter for dust recovery. Each system is configured with variable frequency drives for precise speed control and PLC-based automation for consistent material feed.
Our solution directly addresses the customer pain points through several key design features. To eliminate blockages, we adopt a smooth interior pipeline with gradual bends and optimized airflow velocity. An integrated dehumidification unit prevents moisture-induced agglomeration. For safety, all components are ATEX-certified with static grounding, pressure relief vents, and fire suppression interfaces. The closed-loop system reduces dust leakage to near zero, improving workplace environment and regulatory compliance. Energy consumption is minimized by using low-pressure conveying and intelligent start-stop logic. On-site commissioning and remote monitoring services ensure reliable long-term operation.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部








