
Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the mineral powder processing sector, efficient and clean material handling is a critical factor for operational success. The Guangxi Baise Chemical Mineral Powder Pneumatic Project exemplifies how modern pneumatic conveying technology addresses core industry challenges. This article examines the project background, the client's operational difficulties, and the tailored solutions delivered.

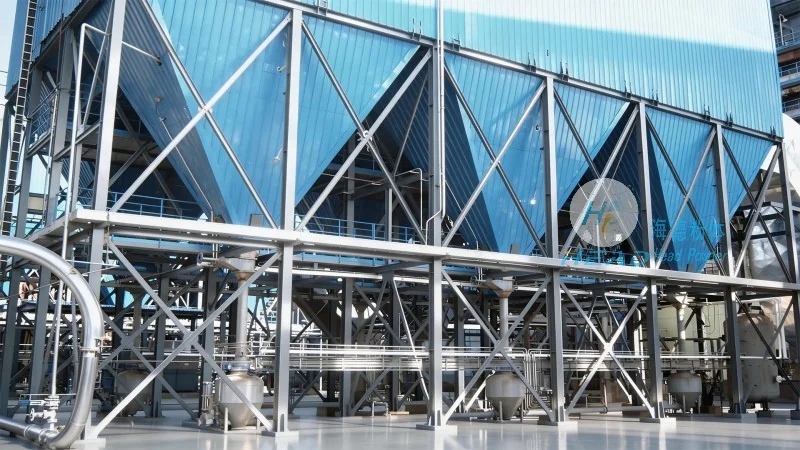
A chemical enterprise based in Baise, Guangxi, specializing in mineral powder production, required a reliable material transportation system for their expanded production lines. The project involved moving various fine powders—including calcium carbonate, talc, and barite—from storage silos to processing units and packaging stations. The existing mechanical conveying methods had reached their performance limits, prompting the need for a more advanced solution.

Before the upgrade, the client faced several persistent issues:
To overcome these challenges, a dense-phase pneumatic conveying system was designed and implemented. The solution brought measurable improvements across multiple dimensions:
The project has been operating steadily for over 18 months, with consistent throughput matching design capacity. Maintenance requirements have decreased significantly, and the client reports improved workplace safety and environmental compliance.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部


