Case
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.In the food processing industry, maintaining product purity and operational efficiency is critical. This case study examines how a food ingredient manufacturer based in Henan Zhengzhou addressed challenges in powder conveying through a tailored cleaning solution.
A well-known food powder producer in Zhengzhou faced persistent issues with dust dispersion and cross-contamination during material transfer. The company required a conveying system that could handle fine powders like flour, starch, and seasoning blends while meeting stringent hygiene standards.

The existing manual conveying process led to significant product loss, airborne dust that posed health risks to workers, and frequent downtime for cleaning. Batch-to-batch contamination was a recurring problem, especially when switching between different powder types. Additionally, the open system made it difficult to maintain the required moisture and temperature conditions for sensitive ingredients.

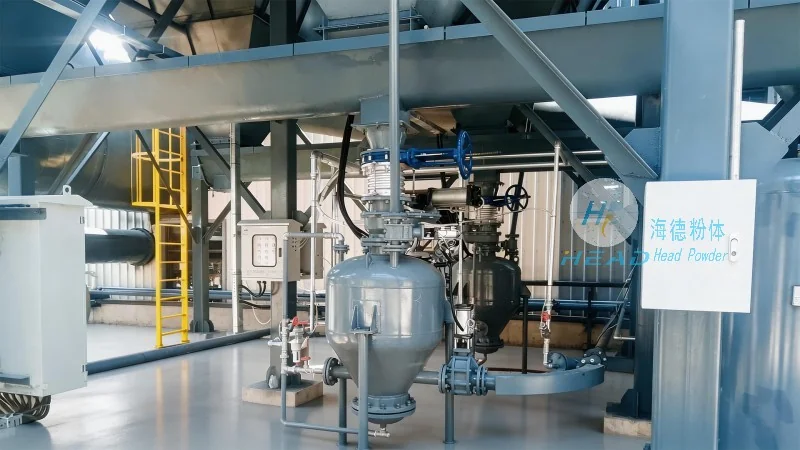
To resolve these issues, a fully enclosed pneumatic conveying system was implemented. The system uses a combination of negative pressure suction and positive pressure push to transport powders through sealed pipes. Key components include a dust-free feeding hopper, automatic bag filter, and a clean-in-place (CIP) mechanism that allows rapid sanitation without disassembly. The solution ensures zero material leakage, reduces manual labor, and minimizes cleaning time between product changes.

After deployment, the customer achieved a consistent product quality level, with no detectable cross-contamination over multiple production cycles. Dust emissions dropped by over 90%, creating a safer work environment. The system also cut cleaning downtime by 70%, increasing overall production capacity.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部