Case
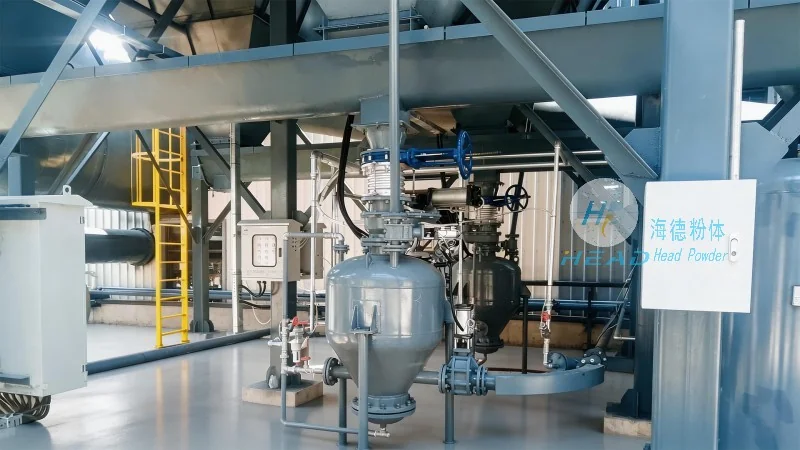
Provides customized pneumatic solutions for chemical, rubber, new energy, materials, environmental, food/pharma.This case study examines a maltodextrin powder conveying project located in Nantong, Jiangsu Province. The client, a large food ingredient manufacturer, required a reliable and hygienic pneumatic conveying system to transfer maltodextrin powder from storage silos to packaging lines.

The client faced several operational difficulties. Maltodextrin powder is fine, hygroscopic, and prone to bridging and clogging in conventional conveying equipment. Existing systems suffered from high maintenance costs, product degradation due to heat, and inconsistent flow rates that disrupted downstream packaging. Additionally, strict food safety standards demanded dust-free operation and easy cleanability.

Headpowder designed and installed a customized dense-phase pneumatic conveying system tailored to maltodextrin's unique flow properties. The solution included a specially engineered feeding hopper with anti-bridge agitators, low-velocity conveying lines to minimize heat generation, and a fully enclosed system with HEPA filtration to contain dust. The control system integrated automated flow monitoring and pressure regulation, ensuring consistent throughput.

After deployment, the client observed a 30% improvement in conveying consistency. Maintenance downtime decreased by half due to reduced clogging and wear. The enclosed design eliminated airborne dust, meeting GMP hygiene requirements. The system now operates 24/7 with minimal operator intervention, significantly lowering total cost of ownership.
 Shandong headpowder Engineering Co., Ltd.
Shandong headpowder Engineering Co., Ltd. 156-6277-7102(Manager Zhang)
156-6277-7102(Manager Zhang)  0531-83386006
0531-83386006  Jinan City, Shandong Province, China
Jinan City, Shandong Province, China 
服务热线
微信咨询
回到顶部